

Full Flow
Posted by Appion on Jul 5th 2023
Full Flow in Recovery
Input and output restrictions are often the cause of slow recovery. In order to truly achieve fast recovery speeds, you need to have full flow on both ends of the recovery machine.
Input Restrictions
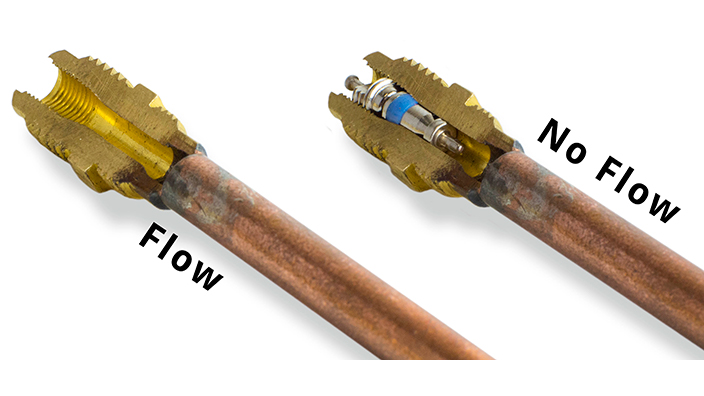
The most common input restrictions are valve cores and core depressors, which block up to 90% of all flow. During recovery, they act as expansion devices and turn any liquid refrigerant into vapor resulting in slow recovery & hot tanks. Have you ever noticed frost forming around components or hose fittings? This is typically a sign that a restriction is present and can make it easier to pinpoint restrictions in the setup and troubleshoot them. However, the frosting is also a sure sign that ambient heat is being absorbed at that point and making its way into the tank. Have you ever encountered hot tanks during recovery (especially common with R410A)? A hot recovery tank is a sure sign that input restrictions are present.
Note on frosting components: It is normal to see some light frosting on compressor crankcases & filter dryers during recovery. Since refrigerant & oil mix together during operation the refrigerant will also attempt to escape it’s bond with the oil during recovery...which is a similar action to when liquid refrigerant moves through a restriction. This is most common on these components, as this is where the majority of the oil sits in the system.
Service Tips: Use a valve core removal tool to remove valve cores in access valves, and remove any core depressors from the ends of hoses (they are not needed if no valve core is present).
Input restriction Examples
Access Valve Cores
Core Depressors

How to use a Valve Core Removal Tool
Output Restrictions
These restrictions are typically easier to diagnose and solve than input restrictions. The valves on a recovery tank can be a source of restriction if they are not fully opened. Even the port that you connect the output hose to can be a restriction. Recovery tanks have a dip tube that runs all the way to the bottom of the tank on the liquid port; while this is great for charging, it’s not ideal for recovery due to its small diameter. Simply connecting to the vapor port on the recovery tank can help open up the flow. Have you ever had a recovery machine that’s noisy (or ‘knocking’) during recovery? That noise is typically generated due to the machine pumping refrigerant faster than it can empty into the tank.
Service Tips: Ensure full flow on the output side by fully opening the valves on the recovery tank and connecting to the vapor port.
Use 3/8" hoses for recovery
Regardless of where it’s connected, the ‘standard’ 1/4” hose is also highly restrictive in nature. In fact, 1/4” hoses were originally intended only for charging and taking pressure readings because they are restrictive - the small volume means that less refrigerant is lost. However, in a recovery application they just slow everything down. During recovery, the primary concern is throughput and speed, which is why it’s recommended to use 3/8” hoses on every connection.
Service Tip:Since 3/8” hoses have a larger interior diameter, using as short as possible (4ft recommended) output hose - from the recovery machine to the tank - ensures you will meet the EPA’s de minimis requirements.
Full Flow for Fastest Recovery
Hose Diameter Comparison (1/4", 3/8", 1/2")
